 ENG
ENG 
Zasada działania wtryskarka jest podobny do strzykawki używanej do wstrzykiwań. Wykorzystuje siłę śruby (lub tłoka) do wtryskiwania uplastycznionego stanu stopionego (tj. lepkiego przepływu) do zamkniętej wnęki formy. Proces otrzymywania produktów po utwardzaniu i kształtowaniu.
Formowanie wtryskowe jest procesem cyklicznym, każdy cykl obejmuje głównie: podawanie ilościowe - plastyfikację stopu - wtrysk ciśnieniowy - napełnianie formy schładzanie - wyjęcie formy. Po usunięciu części plastikowych forma zostaje ponownie zamknięta na kolejny cykl.
Projekt obsługi wtryskarki: Projekt obsługi wtryskarki obejmuje trzy aspekty: obsługę klawiatury sterującej, działanie elektrycznego układu sterowania oraz działanie układu hydraulicznego. Wybierz działanie procesu wtrysku, działanie podawania, ciśnienie wtrysku, prędkość wtrysku, wybór rodzaju wyrzutu, monitorowanie temperatury każdej sekcji cylindra, regulację ciśnienia wtrysku i przeciwciśnienia itp.
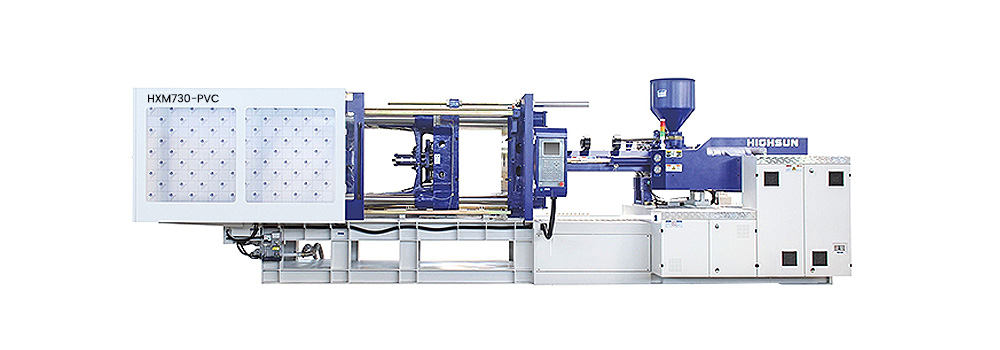
Proces formowania ogólnej wtryskarki śrubowej polega na tym, że najpierw do cylindra dodaje się granulowane lub sproszkowane tworzywo sztuczne, a tworzywo sztuczne topi się w wyniku obrotu ślimaka i zewnętrznej ściany cylindra, a następnie maszyna zamyka formę, a gniazdo wtryskowe przesuwa się do przodu. Trzymaj dyszę blisko bramy formy, a następnie zasilaj cylinder wtryskowy olejem pod ciśnieniem, aby przesunąć ślimak, tak aby stopiony materiał był wtryskiwany do zamkniętej formy w niższej temperaturze przy wysokim ciśnieniu i większej prędkości. Utrzymuje się czas i ciśnienie (znane również jako ciśnienie trzymania), chłodzenie i zestalanie, a produkt można otworzyć w celu usunięcia produktu (celem utrzymywania ciśnienia jest zapobieganie cofaniu się stopu do wnęki formy, uzupełnienie materiału do wnęki formy i zapewnienie, że produkt ma określoną gęstość i tolerancję wymiarową). Podstawowymi wymaganiami formowania wtryskowego są plastyfikacja, wtrysk i formowanie. Plastyfikacja jest warunkiem osiągnięcia i zapewnienia jakości wyrobów formowanych, a aby spełnić wymagania formowania, wtrysk musi zapewniać wystarczające ciśnienie i prędkość. Jednocześnie ze względu na wysokie ciśnienie wtrysku we wnęce formy wytwarza się odpowiednio wysokie ciśnienie (średnie ciśnienie we wnęce formy wynosi na ogół od 20 do 45 MPa), dlatego musi być zapewniona odpowiednio duża siła zwarcia formy. Można zauważyć, że urządzenie wtryskowe i urządzenie zamykające formę są kluczowymi elementami wtryskarki.
Istnieją trzy główne aspekty oceny produktów z tworzyw sztucznych. Pierwsza to jakość wyglądu, w tym kompletność, kolor, połysk itp.; drugi to dokładność między rozmiarem a względną pozycją; trzeci to właściwości fizyczne, właściwości chemiczne i parametry elektryczne itp. Te wymagania jakościowe różnią się w zależności od okazji użycia produktów, a wymagane standardy również są różne.
Wady produktów dotyczą głównie konstrukcji formy, dokładności produkcji i poziomu zużycia. Jednak w rzeczywistości personel techniczny zakładów przetwórstwa tworzyw sztucznych często boryka się z trudną sytuacją wykorzystania technologii do kompensowania problemów spowodowanych wadami formy i przynoszących niewielki skutek.
Dostosowanie technologii w procesie produkcyjnym jest niezbędnym sposobem poprawy jakości i wydajności produktu. Ponieważ sam cykl wtryskiwania jest bardzo krótki, jeśli warunki procesu nie zostaną dobrze poznane, powstanie nieskończony strumień produktów odpadowych. Dostosowując proces, najlepiej jest zmieniać tylko jeden warunek na raz i obserwować go kilka razy. Jeśli ciśnienie, temperatura i czas zostaną odpowiednio dostosowane, łatwo jest spowodować zamieszanie i nieporozumienia. Jeśli jest jakiś problem, nie wiem dlaczego. Środki i środki umożliwiające dostosowanie procesu są różne. Na przykład istnieje ponad dziesięć możliwych rozwiązań problemu niezadowolenia z produktu. Aby rozwiązać problem, można wybrać tylko jedno lub dwa główne rozwiązania sedna problemu. Ponadto powinniśmy zwrócić uwagę na relację dialektyczną w rozwiązaniu. Na przykład: produkt ma zagłębienie, czasami konieczne jest podniesienie temperatury materiału, czasami konieczne jest obniżenie temperatury materiału; czasami konieczne jest zwiększenie ilości materiału, czasami konieczne jest zmniejszenie ilości materiału. Rozpoznać wykonalność środków odwrotnych w celu rozwiązania problemów
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288