 ENG
ENG 
1. Rola i zastosowanie Maszyna do formowania wtryskowego PCV
Jako podstawowe wyposażenie przemysłu przetwórstwa tworzyw sztucznych, wtryskarka PVC odgrywa istotną rolę w dzisiejszej dziedzinie produkcji przemysłowej. Polichlorek winylu (PVC), jako wszechstronny, ekonomiczny i trwały materiał termoplastyczny, jest szeroko stosowany w wielu dziedzinach, takich jak budownictwo, medycyna, motoryzacja i towary konsumpcyjne poprzez proces formowania wtryskowego.

Wtryskarka PCV to specjalny sprzęt do formowania wtryskowego, specjalnie stosowany do przetwarzania materiałów z polichlorku winylu, który zajmuje niezastąpioną pozycję w branży przetwórstwa tworzyw sztucznych. Według statystyk danych branżowych, około 23% światowej produkcji formowania wtryskowego tworzyw sztucznych obejmuje materiały PCV, zwłaszcza w dziedzinie budowy rur, sprzętu medycznego oraz przewodów i kabli, współczynnik zastosowania wtryskarek PCV wynosi aż ponad 60%. Za tym szerokim zastosowaniem kryją się wyjątkowe zalety użytkowe samych materiałów PVC i wydajne połączenie procesu formowania wtryskowego.
Główną funkcją wtryskarki PCV jest przekształcanie surowców w produkty z tworzyw sztucznych o precyzyjnych rozmiarach i właściwościach funkcjonalnych w trzech kluczowych etapach: plastyfikacja cieplna, wtrysk pod wysokim ciśnieniem i formowanie w formie. W porównaniu z ogólnymi wtryskarkami, wtryskarki PVC są zoptymalizowane pod kątem właściwości materiałów PVC i mogą skutecznie przezwyciężyć trudności techniczne w przetwarzaniu PVC, takie jak słaba stabilność termiczna, wysoka lepkość stopu i łatwy rozkład. W budownictwie łączniki rurowe, złącza oraz akcesoria do drzwi i okien produkowane na wtryskarkach PCV charakteryzują się doskonałą odpornością na warunki atmosferyczne i stabilnością chemiczną; w medycynie produkty takie jak worki infuzyjne i cewniki formowane metodą wtrysku PVC spełniają surowe wymagania dotyczące biokompatybilności.
Z punktu widzenia łańcucha przemysłowego wtryskarki PVC znajdują się pośrodku pomiędzy surowcami a zastosowaniami końcowymi, a ich poziom techniczny bezpośrednio wpływa na jakość i koszt produkcji produktu końcowego. Kwalifikowana wtryskarka PCV składa się zwykle z kluczowych elementów, takich jak układ wtryskowy, układ mocowania formy, układ hydrauliczny, układ sterowania i układ kontroli temperatury. Skoordynowana praca tych systemów zapewnia, że materiały PVC mogą zakończyć proces formowania w optymalnych warunkach. Wraz z poprawą wymagań ochrony środowiska i wzrostem potrzeb medycznych, wtryskarki PVC rozwijają się w bardziej precyzyjnym, energooszczędnym i inteligentnym kierunku.
Specyfika branżowa wtryskarek PVC znajduje również odzwierciedlenie w ich możliwościach dostosowania do formuł materiałowych. PVC, jako tworzywo sztuczne, którego właściwości można regulować dodatkami, dzieli się na dwie kategorie: PVC sztywne (RPVC) i PVC elastyczne (FPVC). Sztywne PCV ma wysoką wytrzymałość i sztywność i jest często stosowane w materiałach budowlanych; natomiast elastyczny PVC staje się miękki i elastyczny dzięki dodatkowi plastyfikatorów i nadaje się do wyrobów takich jak rury medyczne. Wtryskarki PVC muszą być w stanie obsłużyć te dwa znacząco różne rodzaje materiałów, co wymaga od sprzętu szerszego okna procesowego i bardziej elastycznych możliwości dostosowywania parametrów. Jednocześnie, przy coraz bardziej rygorystycznych przepisach środowiskowych, zastosowanie bezołowiowych stabilizatorów i nowych, przyjaznych dla środowiska plastyfikatorów postawiło także nowe wymagania techniczne dla wtryskarek PVC.
Pod względem korzyści ekonomicznych wtryskarki PVC zapewniają producentom wysoce konkurencyjne rozwiązania produkcyjne. W porównaniu z obróbką metali lub innymi procesami formowania tworzyw sztucznych, formowanie wtryskowe PCV ma zalety krótkiego cyklu, wysokiego wykorzystania materiału i niskiego zapotrzebowania na siłę roboczą, co jest szczególnie odpowiednie do produkcji standardowych produktów na dużą skalę. Biorąc za przykład łączniki rurowe z PCV w budownictwie, dzienna zdolność produkcyjna średniej wielkości wtryskarki PCV może sięgać 5 000–8 000 sztuk, a błąd masy produktu można kontrolować w zakresie ± 0,5%. Taka dokładność i wydajność są trudne do osiągnięcia w przypadku innych procesów. Ponadto wtryskarki PVC charakteryzują się również długą żywotnością form (zwykle do 500 000 do 1 miliona razy) i stosunkowo niskim zużyciem energii (około 40% oszczędności energii w porównaniu do odlewania ciśnieniowego metalu), co dodatkowo obniża koszty produkcji.
Wraz z ciągłym rozwojem trendu „plastiku zastępującego stal”, znaczenie wtryskarek PCV będzie jeszcze bardziej podkreślane. Szczególnie w zakresie zastosowań związanych z lekkością, odpornością na korozję i kontrolą kosztów, produkty do formowania wtryskowego PCV stale zastępują tradycyjne materiały. Innowacje technologiczne i ekspansja rynkowa maszyn do formowania wtryskowego PVC, będące kluczowym sprzętem umożliwiającym osiągnięcie tej transformacji, będą w dalszym ciągu przyciągać uwagę branży.
2. Zasada działania i przebieg procesu wtryskarek PVC
Zasada działania wtryskarek PVC opiera się na właściwościach formowania tworzyw termoplastycznych. Dzięki precyzyjnej kontroli parametrów takich jak temperatura, ciśnienie i prędkość, surowce PVC przekształcane są w produkty o pożądanym kształcie. Proces ten integruje multidyscyplinarne technologie, takie jak inżynieria mechaniczna, materiałoznawstwo i automatyczne sterowanie, tworząc złożony i precyzyjny system przetwarzania. Zrozumienie zasady działania wtryskarek PVC ma kluczowe znaczenie dla optymalizacji procesów produkcyjnych i poprawy jakości produktu.
Skład i funkcja systemu
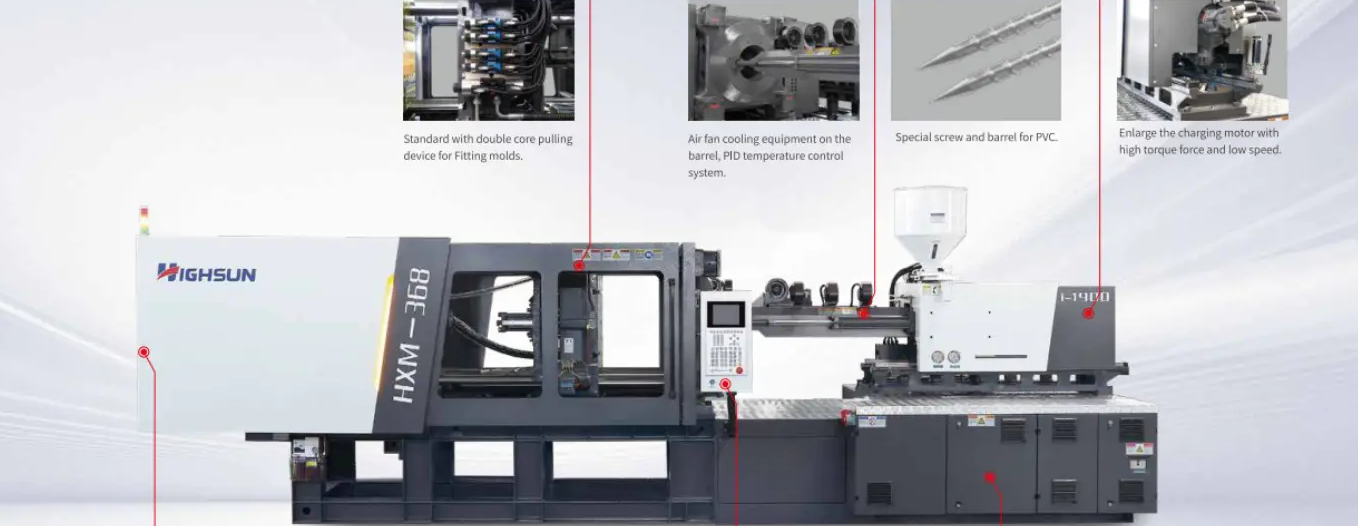
Wtryskarka PCV składa się głównie z pięciu układów: układu wtryskowego, układu mocowania, układu hydraulicznego, układu sterowania i układu kontroli temperatury. Układ wtryskowy odpowiada za plastyfikację i wtryskiwanie materiałów PVC. Jest to podstawowa część urządzenia i zawiera kluczowe elementy, takie jak lej samowyładowczy, beczka, ślimak i dysza. W przeciwieństwie do zwykłych wtryskarek, ślimak wtryskarki PCV ma zwykle specjalną konstrukcję, z małym stosunkiem długości do średnicy (L/D) (zwykle od 18:1 do 22:1) i niskim stopniem sprężania (około 1,8-2,5), aby zmniejszyć dopływ ciepła ścinającego do wrażliwych na ciepło materiałów PVC. System mocowania zapewnia otwieranie i zamykanie formy oraz siłę zaciskania, aby zapewnić, że forma nie zostanie popchnięta przez ciśnienie stopu podczas procesu formowania. Jego formy konstrukcyjne obejmują typ przełączający, typ hydrauliczny i typ elektryczny. Układ hydrauliczny zapewnia zasilanie całej maszyny i steruje ruchem każdego siłownika; system sterowania odpowiada za ustawianie parametrów, kontrolę programu i monitorowanie procesu; system kontroli temperatury utrzymuje dokładną temperaturę cylindra i formy, co jest szczególnie ważne w przypadku materiałów wrażliwych na ciepło, takich jak PCV.
Analiza cyklu pracy
Formowanie wtryskowe PVC jest procesem cyklicznym, a każdy cykl zawiera szereg uporządkowanych działań. Zgodnie ze standardami branżowymi pełny cykl pracy obejmuje następujące etapy: zamykanie formy → wtrysk → utrzymywanie ciśnienia → chłodzenie → plastyfikacja → otwarcie formy → wyrzucanie produktów.
Na etapie zamykania formy forma jest zamykana pod wysokim ciśnieniem, a siła zwarcia jest obliczana na podstawie powierzchni projekcji produktu i ciśnienia wtrysku, zwykle 30-80 MPa. Na etapie wtrysku ślimak przesuwa się do przodu, aby wstrzyknąć stopiony PVC z przodu cylindra do wnęki formy pod wysokim ciśnieniem (zwykle 80-180 MPa) i dużą prędkością. Proces ten trwa kilka sekund, a prędkość wtrysku można regulować etapami, aby dostosować się do skomplikowanych struktur produktu. Utrzymanie określonego ciśnienia na etapie utrzymywania ciśnienia w celu uzupełnienia materiału zredukowanego w wyniku skurczu chłodzącego ma kluczowe znaczenie dla dokładności wymiarowej i jakości powierzchni produktu. Etap chłodzenia pozwala na zestalenie się produktu w formie, a czas jego trwania zależy od grubości ścianki i efektywności chłodzenia. Na etapie plastyfikacji ślimak obraca się w celu transportu i topienia nowego materiału do przodu w celu przygotowania do kolejnego cyklu i jednocześnie cofa się do ustawionej pozycji. Na koniec forma otwiera się, a mechanizm wyrzucający wyjmuje produkt z formy, aby zakończyć cykl.
Tabela: Typowe zakresy parametrów procesu formowania wtryskowego PVC
| Kategoria parametrów | Sztywne PCV (RPVC) | Miękkie PCV (FPVC) | Kluczowy wpływ |
| Temperatura beczki (℃) | 160-190 | 150-180 | Płynność stopu, ryzyko rozkładu termicznego |
| Temperatura formy (℃) | 30-50 | 20-40 | Szybkość chłodzenia, połysk powierzchni |
| Ciśnienie wtrysku (MPa) | 80-150 | 70-130 | Integralność wypełnienia formy, naprężenia wewnętrzne |
| Ciśnienie trzymania (MPa) | 40-80 | 30-60
| Skurcz, dokładność wymiarowa |
| Prędkość ślimaka (obr/min) |
30-70 | 25-60
| Jakość plastyfikacji, ciepło ścinania |
| Przeciwciśnienie (MPa) | 3-10 | 2-8 | Gęstość stopu, wydajność plastyfikacji |
- Specyfika obróbki PCW
Formowanie wtryskowe PVC charakteryzuje się znacznymi różnicami w procesie w porównaniu z ogólnymi tworzywami sztucznymi, takimi jak PP i PE, co wynika głównie z właściwości materiałowych PVC. PVC ma słabą stabilność termiczną i łatwo ulega rozkładowi, uwalniając chlorowodór (HCl) w wysokich temperaturach. Dlatego też okno temperatury przetwarzania jest wąskie, zwykle kontrolowane w przedziale 150-190°C, czyli znacznie niższe od jego teoretycznej temperatury rozkładu (ok. 210°C). Aby sprostać temu wyzwaniu, wtryskarki PVC są zwykle wyposażane w bardziej precyzyjne systemy kontroli temperatury, z dokładnością kontroli temperatury w strefie do ±1°C oraz specjalną konstrukcję ślimaka w celu ograniczenia nagrzewania ścinającego. Jednocześnie stopiony PVC ma wysoką lepkość i słabą płynność, co wymaga wyższego ciśnienia wtrysku (zwykle o 20-30% wyższego niż PP), aby całkowicie wypełnić formę. Ponadto dodatki do formuł PCW, takie jak stabilizatory i smary, mogą tworzyć osady w cylindrze, dlatego maszyny do formowania wtryskowego PCW wymagają częstszego czyszczenia i konserwacji.
- Zasady plastyfikacji i wtrysku
Proces uplastyczniania PVC jest złożonym procesem transformacji stanu fizycznego. Po przedostaniu się stałych cząstek PVC do beczki ze zbiornika, ulegają one przemianie ze stanu szklistego, stanu o wysokiej elastyczności, do lepkiego stanu płynięcia pod wpływem ogrzewania i ścinania. Obracanie się ślimaka generuje przepływ wsporczy, który transportuje materiał do przodu, podczas gdy działanie ścinające i zewnętrzne ogrzewanie stopniowo topią PCV. Ponieważ PVC jest materiałem polarnym, jego topnienie różni się od właściwości niepolarnych tworzyw sztucznych, takich jak PE, i wymaga większego nakładu energii. Pod koniec plastyfikacji stopiony PVC gromadzi się na przednim końcu ślimaka, wypychając ślimak z powrotem do ustalonej pozycji. Na etapie wtrysku ślimak przekształca się w tłok, a stop jest wtryskiwany do gniazda formy ze stałą lub segmentową prędkością pod naciskiem cylindra hydraulicznego. Na płynięcie stopionego PCW we wnęce formy wpływa temperatura formy, konstrukcja wlewu i parametry wtrysku. Rozsądne ustawienia procesu pozwalają uniknąć defektów, takich jak ślady natrysku i linie spawów.
- Kluczowe punkty kontroli procesu
Skuteczne formowanie wtryskowe PVC zależy od precyzyjnej kontroli kluczowych parametrów. Najważniejszym czynnikiem jest kontrola temperatury. Beczka jest zwykle podzielona na 3-5 stref temperaturowych. Gradient temperatury wzrasta od otworu zasilającego do dyszy, ale maksymalna temperatura nie przekracza 190°C, aby zapobiec rozkładowi. Prędkość wtrysku wpływa na sposób napełniania stopu i orientację molekularną. Produkty grubościenne należy napełniać z małą prędkością, aby zmniejszyć naprężenia szczątkowe, natomiast części cienkościenne wymagają wtryskiwania z dużą prędkością, aby zapobiec przedwczesnej koagulacji. Ustawienie ciśnienia i czasu docisku wpływa bezpośrednio na stopień skurczu i stabilność wymiarową produktu i musi zostać zoptymalizowane w zależności od struktury produktu i właściwości materiału. Czas chłodzenia stanowi 60-70% całego cyklu. Optymalizacja projektu kanałów wody chłodzącej może poprawić wydajność produkcji. Wtryskarki PCV najczęściej wykorzystują systemy sterowania w pętli zamkniętej do monitorowania i dostosowywania tych parametrów w czasie rzeczywistym, aby zapewnić stabilność procesu i spójność produktu.
Zasada działania wtryskarek PCV stanowi idealne połączenie konstrukcji mechanicznej i inżynierii materiałowej. Dzięki precyzyjnej kontroli procesów termodynamicznych i reologicznych surowce PVC przekształcane są w produkty z tworzyw sztucznych o różnych funkcjach. Opanowanie tych zasad stanowi teoretyczną podstawę optymalizacji procesów produkcyjnych i rozwiązywania problemów jakościowych.
3. Charakterystyka sprzętu i zalety techniczne wtryskarki PCV
Jako rodzaj specjalnego sprzętu do przetwarzania tworzyw sztucznych, wtryskarka PVC ma szereg unikalnych konstrukcji, które odpowiadają właściwościom materiału. Dzięki tym cechom może wykazywać znaczące zalety techniczne przy obróbce materiałów PVC. Od konstrukcji mechanicznej po system sterowania, każde ogniwo wtryskarki PVC odzwierciedla staranny projekt uwzględniający specjalne potrzeby przetwarzania PVC.
- Specjalna konstrukcja śruby
Podstawową cechą wtryskarki PCV jest jej specjalna konstrukcja ślimaka. W porównaniu ze zwykłymi ślimakami do wtryskarek, specjalne ślimaki z PVC mają następujące cechy: mały współczynnik kształtu (L/D) (zwykle od 18:1 do 22:1), skracający czas przebywania materiału; niski stopień sprężania (około 1,8-2,5), odpowiedni do proszku PVC lub łatwo ściśliwych cząstek; głęboki rowek śruby, zmniejszający szybkość ścinania i wytwarzanie ciepła przez tarcie; dodanie sekcji barierowej lub głowicy mieszającej w celu poprawy jednorodności stopu. Konstrukcja ta skutecznie rozwiązuje problem słabej stabilności termicznej PVC oraz zapobiega przegrzaniu i rozkładowi materiałów podczas plastyfikacji. Materiał śruby jest zwykle wykonany ze stali dwustopowej lub poddanej specjalnej obróbce powierzchniowej w celu poprawy odporności na zużycie i korozję, aby poradzić sobie z kwaśnym gazem HCl, który może powstawać podczas przetwarzania PVC. Ponadto zakres prędkości ślimaka wtryskarki PVC jest stosunkowo wąski (zwykle 30-70 obr/min) i można go precyzyjnie kontrolować, aby uniknąć nadmiernego ścinania spowodowanego zbyt dużą prędkością.
- Optymalizacja układu kontroli temperatury






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288